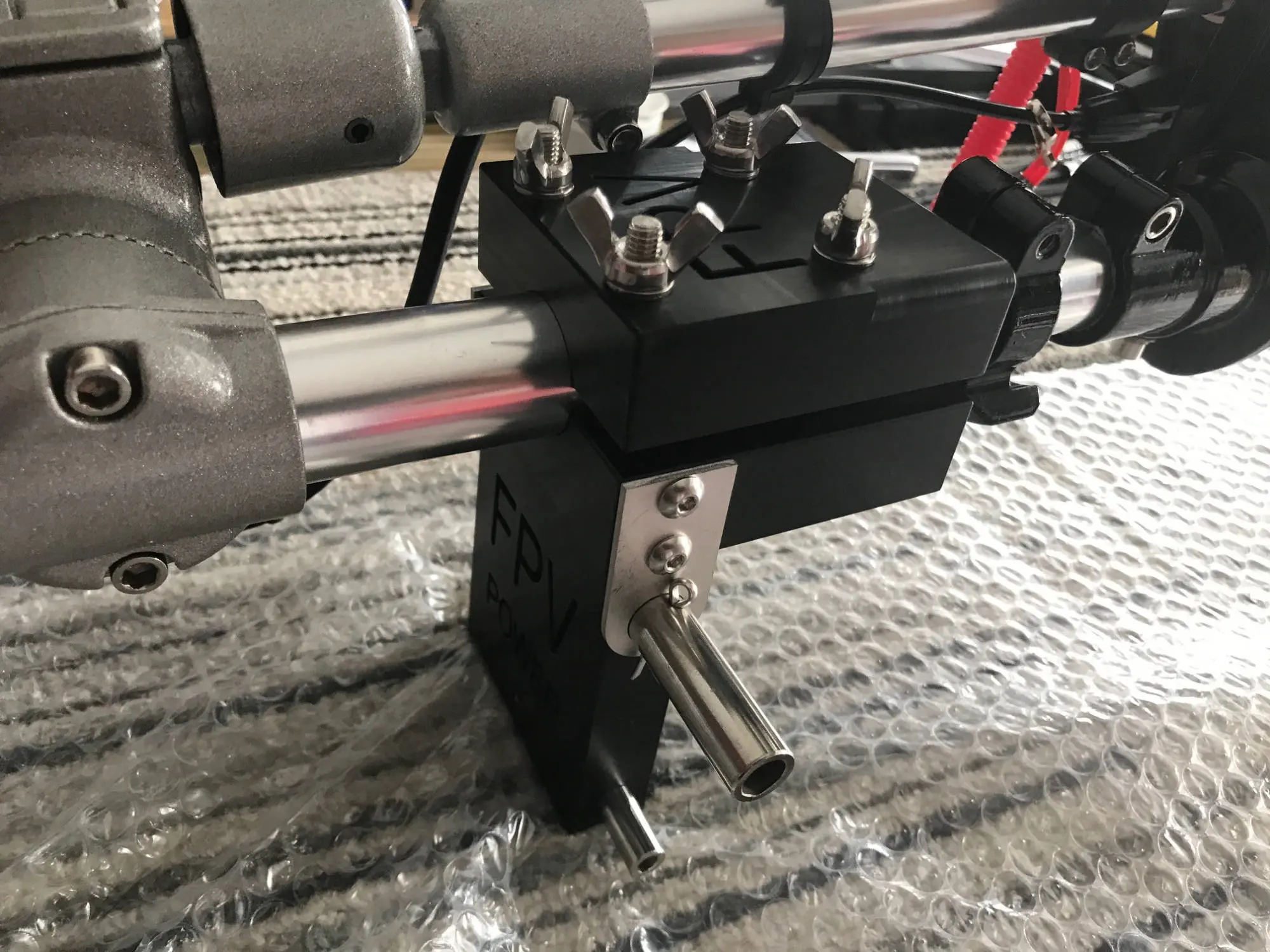
These drives will accept both the 35 and 50cc Powerheads.
If the engines get water on them without cleaning and doing general preventive care, the clutch housing bearing can rust due to sitting water. Even though the bearings are sealed, not maintaining the system will lead to parts in need of replacing. The following notes address greasing the bearing and sealing the contact area with RTV to help with water intrusion. A YouTube Channel Link has been added to show you how to disassemble and clean the powerhead.
These drives will accept both the 35 and 50cc Powerheads.
We pride ourselves on customer service. Please call or email us with any concerns or questions you may have on our engine legs and complete systems. We are here to help.